Welcome to SJGLE.com! |Register for free|log in
Welcome to SJGLE.com! |Register for free|log in
Related Searches: Tea Vitamin Nutrients Ingredients paper cup packing
Ultra-High temperature (UHT) processing in food and beverage industry to allow for ambient temperature storage stability has become ubiquitous in recent years. To produce ambient temperature shelf stable product the UHT process needs to achieve "commercial stability", which defined by the USDA refers to processes and/or ingredients "to render the product free of microorganisms capable of growing in the product at nonrefrigerated conditions". Used as the primary intervention for liquid food products, UHT sterilizers (Defined by the EU as heat treatment at >135°C in combination with a suitable holding time) form an integral part in production of long-life product. The effectiveness of a UHT sterilizer (and the whole UHT production process its part of) is measured by the defect or spoilage rate of the finished good produced.
During operation, sterilizers accumulate build-up of soil due to burned-on organic components and mineral deposits from the product stream that if left unchecked can lead to increased defect rates, higher operational costs and reduced productivity. Typically, UHT sterilizers are cleaned with separate caustic and acid steps using detergents containing exclusively caustic soda and nitric acid to remove soil deposits and restore the unit to a clean state. These are commonly referred to as "commodity" based programs. Because they are based on components with single modes of operation commodity programs often do not effectively remove all the soil present. Subsequently the UHT will either require additional cleaning before start-up or the producer will recommence manufacture with a compromised sterilizer. While the former situation will reduce productivity, the latter could lead to all three consequences described above.
This situation will disrupt the production scheduling harmony when the business demand is high. Recleaning takes quite amount of time of production wher in general, most manufacturers are looking for saving cleaning time to gain more productivity. Recleaning means losing opportunity to produce more and gain more business. Not only productivity, but additional cleaning also spends other resources like chemistry, water, and energy.
In UHT system, heat exchange process is the most fundamental. The incomplete cleaning may result to the soil to stay in the system for longer time and cause the tendency for new soil to build up more on the surface to let the soil even thicker and more difficult to remove. The soil hinders the heat exchange wher the steam is supposed to heat the product. There are possibilities could happen that the process doesnt achieve desired ultra-high temperature (product is not sterile) or the system will demand more steam to supply heat in order to achieve temperature.
Without improper cleaning practice, the soil left over in previous production batch can be carried out and mixed with the next production batch, as a result, it can impact the product quality and food safety.
There are many reasons why standard commodity detergent programs struggle to remove soil build-up. High strength caustic solutions can cause swelling (or gelling) of organic soils that reduces the ability of the caustic solution to solubilise organic load. Conversely, low strength caustic solutions will not have the capacity to solubilise and stabilise all the organic load present. The need for "wetting" also presents a challenge, especially wher crevices or hydrophobic surfaces are present in the system. Soil character is another factor wher the soil accumulates over time in a "matrix" structure comprising multiple soil types, typically on a layer of mineral deposit. To effectively attack the matrix, different modes of cleaning need to be employed concurrently.
To combat these limitations the best cleaning programs are based on more complex or "built" caustic and acid detergents. Typically, the caustic detergent will have multiple modes of action that include chelation, wetting and emulsification agents while the acid detergent will feature an acid blend that promotes both mineral solubility and inorganic soil removal. The improved cleaning performance achieved by using complex blends can lead to reduced need to reclean, more sterilizer on-process time and reduced defect rates.
The COD removal figure above tells us how much the organic soil is removed. The higher COD figure means the more organic soil in the system can be carried out by "built" program than "Commodity" program. Similar to the calcium removal figure wher the "built" acid program shown significant improvement. Mineral at the elevated temperature can form scaling on the system surface. It can build up and even more difficult to remove. As a result, it can affect the heating efficiency and risk to build biofilm.
Article by Ecola
E-newsletter
Tags
Recommended Products

Quinine Hydrochloride

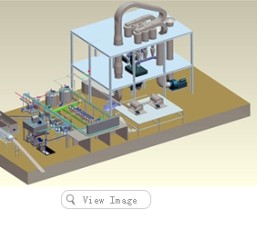
DGZQ type airflow drying system
Sweet potato processing line
Cinnamon .P.E

Sugar Free Pectin Hair Vitamin Gummy
Pure Whitening Drink


